
专业喷粉喷涂设备主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。喷粉喷涂设备生产厂家全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。

传统的热喷涂方法按热源的不同,可分为燃烧法和电热法,前者包括火焰喷涂、爆炸喷涂,后者包括电弧喷涂、等离子喷涂。近年来,随着人们对涂层性能要求的进一步提高,广大科学工作者通过不断创新,在原有基础上发展了超音速火焰喷涂和超音速等离子喷涂。同时,又相继开发了激光喷涂、反应热喷涂和冷喷涂等工艺。专业喷粉喷涂设备是利用某种热源将热喷涂材料加热熔化或半熔化,并通过焰流或外加高速气流将其雾化,进而喷射到基体(工件)表面,与基体结合形成某种功能涂层的方法。喷粉喷涂设备生产厂家在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。热喷涂技术是表面过程技术的重要组成部分之一, 约占表面工程技术的三分之一。

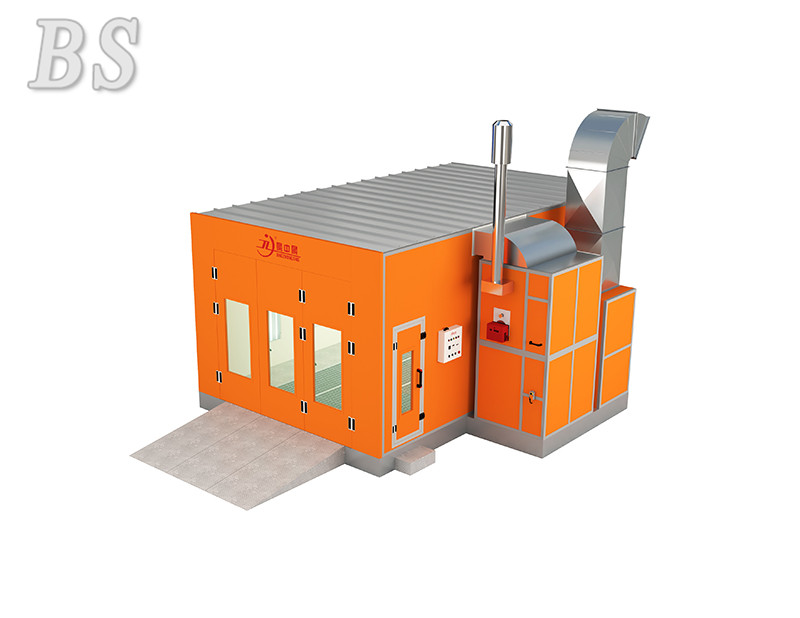
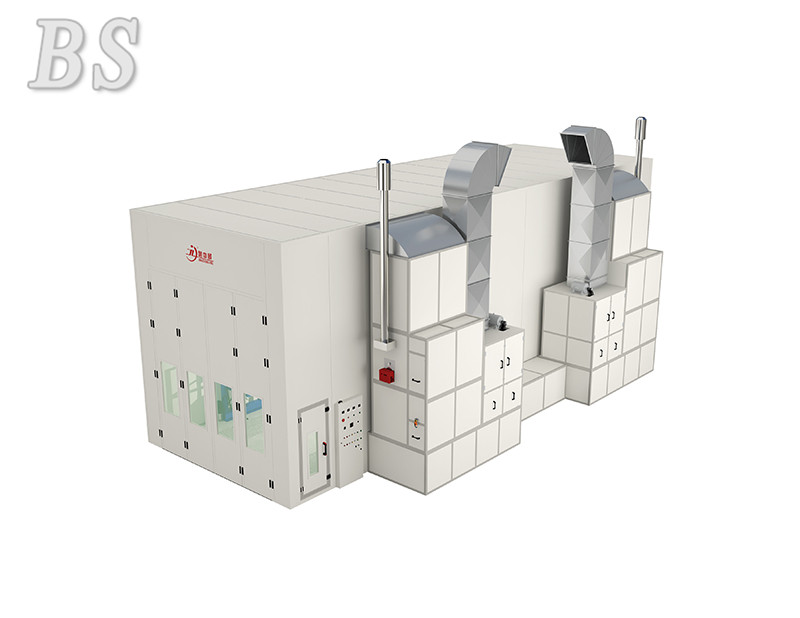
专业喷粉喷涂设备烘干室按烘干室温度来分,喷粉喷涂设备生产厂家可分为低温烘干室(≤90℃)、中温烘干室(90℃~140℃)、高温烘干室(≥140℃)。按加热热源来分,烘干室可采用蒸汽、燃油、天然气或液化气、电、导热油等多种加热能源,选用何种加热能源,需根据当地的能源供应情况来综合考虑。按结构形式来分,可分为箱式结构、平面通过式结构、桥式通过式结构等,选择何种结构主要根据工件的类型及输送方式来确定。按加热形式可分为热风循环加热方式、辐射加热方式、辐射和热风循环相结合的加热形式,目前使用广泛的主要为热风循环加热方式。
1.每天在使用油漆喷涂设备前,都应注意检查接地保护是否完好,接地线对设备和人员的安全起着重要的保护作用,不允许出现接地异常等现象。2.使用之前应检查油管是否漏油,气管是否漏气等现象,发现不良现象及时处理方可开机运行,定期或经常性检查软管及其连接部位是否有泄漏现象。3.每班停机后,擦洗附着在油漆喷涂设备的喷涂空间内腔壁上的漆污及沾附在气缸和软管上的油漆污,以防止软管硬化,同时清理机器各部分及周围工作环境。4.每周检查一次电机及蜗轮箱内机油的污染情况及油量,必要时添加或更换机油。5.每周检查一次油漆喷涂设备的链轮、链条润滑情况及链条是否张紧,如有松弛,可调整张紧轮拉紧链条。6.定期更换油漆喷涂设备滚刷箱内的清洗溶剂,并清除沉淀在箱内和滚刷上的漆污。7.定期或经常性清除残留在线条油漆喷涂设备输送带上的漆污。8.喷枪要经常保持清洁,小心清洗。除故障或更换备件外,不要随意分解油漆喷涂设备喷枪。9.不要使喷枪掉落地上或受到其它物体撞击。10.油漆喷涂设备的喷嘴是喷枪的重要组件,是油漆喷涂设备喷枪的关键,要维护保养好喷嘴,不使其受到任何损伤。每次作业结束时,都要认真清洗。11.专业喷粉喷涂设备喷嘴堵塞时,不可使用铁丝等金属穿戳,应先以溶剂浸泡后,再用压缩空气吹。不可使用金属刷清洗油漆喷涂设备的喷嘴。12.喷粉喷涂设备生产厂家在作业过程中也要时常清洗,否则附在油漆喷涂设备的喷嘴上的的涂料会影响喷涂质量。13.使用后要及时清理油漆喷涂设备上面的油漆,以及回收剩余油漆。
专业喷粉喷涂设备工艺时间有所偏差:有的设计者为了降低造价,经常会通过减少工艺时间来达到目的。一般常见的有如:1,涂装生产线前处理过渡段时间不够,这样就会造成串液;2,固化时没有考虑到具体的升温时间,造成固化不良;3,喷漆流平时间不够,从而造成漆膜流平不够;4,固化后冷却时间不够,这样从耐导致了喷漆(或下件)时工件过热或者是不够固定。输送设备设计不当:从设计角度来说,这工件的输送方式是有多种的,如果设计不当的话,容易对生产能力、工艺操作、上下件都会产生不良后果。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求,在设计的时候,这些方面都要考虑得当才是。以上就是喷粉喷涂设备生产厂家给大家介绍的内容,希望对大家有所帮助。





