
一、深圳自动化涂装设备日常点检及保养。1、配电柜:检查配电柜各指示灯、按钮及仪表应完好无损,要处于正常工作状态;配电柜内无金属类或与设备无关的一切杂物,检查线路是否有破损现象,各种电器元件设置正确,运行状态应正常。2、专业自动化涂装设备清洗机构:检查管道是否漏水,各水循环电机及水泵有无异响,电机表面温度测试,上顶排风机工作应正常。3、烘干及固化烘道:检查燃烧机工作状态,循环风机有无异响,电机表面温度测试,上顶排风机工作应正常。4、传送带:检查驱动装置电机有无异响,温度测试,三角带有无磨损;减速机运行状态检查,齿轮油油量检查,齿轮与链条的啮合状况检查,不能有堆积链条现象;链条润滑状况检查,如发现链条干涩,应及时加注耐高温润滑机油。5、两侧喷枪横竖导轨润滑情况检查,冷干机压力及散热器检查。

专业自动化涂装设备主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。自动化涂装设备生产厂家全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。涂装生产线全线各烘干系统的设计参照国外的设计理念和参数,烘道室体均采用桥式结构(密封底涂炉除外),保证了炉温的均匀性和稳定性,提高了热能的效益性;供热装置引进了加拿大科迈科公司的产品,选用进口的燃烧器和控制系统,经测试各烘干系统运行良好稳定,温度曲线平滑持续。涂装生产线主要由前处理电泳线、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。

专业自动化涂装设备电气控制有集中和单列控制。集中控制可采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。 自动化涂装设备生产厂家电器控制系统一般均为复控,可由各电器柜控制,也可由控制室进行全线控制,控制室和烘道一般均设有微机,能准确地控制干燥固化炉体各区温度,控制室可设电视监视器显示、记录升降温度曲线,亦能随时设定、修改参数,以便根据各种工件大小和涂装颜色不同调整温度。槽液可由热电偶控制。目前,涂装线上所有电机一般均为设有双重保护,并与主控联锁,任一电机出现故障,分控柜和控制室均能报警,若设备出现故障,全线能自动停机,以确保运行安全。
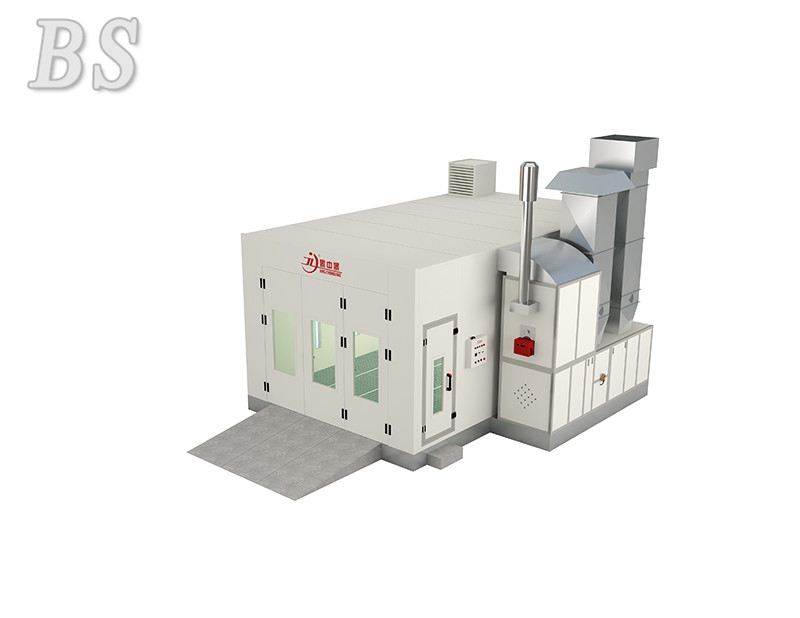
专业自动化涂装设备主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。自动化涂装设备生产厂家全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。

专业自动化涂装设备是一项自动化程度较高的生产,一件成品的产生,从上件开始,经过脱油、磷化、清洗、烘干、喷粉、固化等一系列工序,直到下件,是一个系统而连贯的过程,工件在生产线上以一种均匀的速度运行,而且中间不允许出现停顿点,这就是涂装生产线的基本的生产特点。正是由于涂装生产具有上述基本特点,使得涂装生产的生产能力对生产线体本身的依赖性比较大。一条涂装生产线自设计方案确定之时,尤其是生产线体的运行链速一旦确定,其大的生产能力基本上就已经确定。因为,自动化涂装设备生产厂家运行链速确定之后,其生产线上各个处理过程的有效处理时间及相关工艺要求范围也须随之定下来,而此范围的调整余地一般不会太大。在实际生产当中,经过我们的研究与多次尝试,找到了一些提高涂装生产效率的有效办法,经过实际使用,效果非常明显。





